新安装电压互感器在接线时应注意什么?
新安装电压互感器在接线时应注意:一次接线部分应注意(1)要求一次接线极性正确,连接可靠;(2)电气距离符合要求;(3)装好后的母线,不应使互感器的接线端承受机械力;(3)接地必须良好。二次部分应注意:(1)极性正确;(2)接地必须良好;(3)空闲绕组必须良好绝缘,不能短路。
0评论2024-09-0582
高压电压互感器的常见故障处理
一、220kV电压互感器二次小开关跳开或二次熔断器熔断的处理1、异常现象(1)母线电压表,有功表无功表降为零。(2)220kV出线或主变“交流电压消失”信号出现,距离保护装置故障,220kV母差“低电压”掉牌等。(3)故障录波器可能动作。2、异常处理(1)汇报调度。(2)停用该母线上线路距离保护(相间及接地)、高频闭锁保护。(3)停用故障录波器。(4)试送次级开关,若不成功,应汇报工段(区)
0评论2024-09-0566
电磁式电压互感器误差特性隐性恶化的原因
电磁式电压互感器(下文简称为TV)作为电能计量装置的一个重要组成部分,其误差特性影响着电能计量的准确性。TV的误差特性是根据检定规程要求按铭牌参数进行试验。而TV是在实际条件下运行,在某些情况下,TV的实际误差可能超出了允许值。正因为我们在TV的使用中忽视了这些情况,导致TV误差特性恶化而未被察觉,即所谓的隐性恶化。由此,为减少电能计量误差而在其它方面采取的措施得到的成效,反被TV误差特性恶
0评论2024-09-05106
电流互感器二次开路故障应该如何判断和处理
电流互感器即CT一次绕组匝数少,使用时一次绕组串联在被测线路里,二次绕组匝数多,与测量仪表和继电器等电流线圈串联使用,测量仪表和继电器等电流线圈阻抗很小,所以正常运行时CT是接近短路状态的。CT二次电流的大小由一次电流决定,二次电流产生的磁势,是平衡一次电流的磁势的。若二次开路,其阻抗无限大,二次电流等于零,其磁势也等于零,就不能去平衡一次电流产生的磁势,那么一次电流将全部作用于激磁,使铁芯
0评论2024-09-0571
电压互感器二次绕组一端为什么必须接地
电压互感器一次绕组直接与电力系统高压连接,如果在运行中电压互感器的绝缘损坏,高电压就会窜入二次回路,将危及设备和人身的安全。所以电压互感器二次绕组要有一端牢固接地。
0评论2024-09-0571
零序电流互感器的作用
零序电流互感器的作用是使电流实现方向保护,真正实现选择性漏电保护,三相电抗器的作用是能在电路中起到阻抗的作用的。零序电流是三相电流不平衡所产生的,如漏电、三相电压不平衡时所产生。选择性漏电是通过电流的方向实现的,在总开关时,电流是从电源到负荷端流入进行检测,在分开关时,电流是从负荷端到电源端流入进行检测,零序电流互感器一般都用在检测零序电流从负荷端流入时实现选择性漏电的。零序互感器用于测量零
0评论2024-09-0576
零序电流互感器工作原理及使用范围
零序电流互感器使用范围更广泛,不仅适应电磁型继电保护,还能适应电子和微机保护装置,用户可根据系统的运行方式,中性点有效接地或中性点非有效接地的不同,选用相应的零序电流互感器 。零序电流互感器在电力系统产生零序接地电流时与继电保护装置与信号配合使用,使装置元件动作,实现保护或监控。 DH—LJ系列零序电流互感器使电缆型,采用ABS工程塑料外壳,树脂浇注成全密封,绝缘性能好,外形美观。具有灵敏度
0评论2024-09-0536
互感器运行中温度升高的原因及处理方法
1、温度升高的原因1)冷却系统故障,备用冷却器不能自启动;2)过负荷;3)三相负荷不平衡;4)内部不正常:铁芯松动;接头接触不良;线圈内有轻微故障;油劣化,冷却效果降低;带调压装置的互感器调分头接触不良。2、处理方法1)首先开启其它备用冷却器或辅助冷却器,检查故障冷却器不能自启动的原因,如没有备用冷却器或没有辅助冷却器时,应考虑加装临时冷却设备;2)由于过负荷致使互感器温度
0评论2024-09-05159
- 2024中国不动产市场预期(下半年):房企•金融篇
0评论2024-09-05

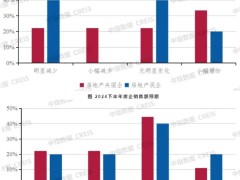
- 八成上市定制家居企业营收负增长
0评论2024-09-05
2023年经济发展新动能指数增长19.5%
2023年经济发展新动能指数增长19.5%8月31日国家统计局消息,为更好适应经济社会发展的新形势新要求,更加客观准确地反映我国经济新动能变化趋势,国家统计局对经济发展新动能指数编制方法进行了修订,并以2022年为基期测算了2023年经济发展新动能指数。结果显
0评论2024-09-04292
上市银行房贷规模半年缩水超3000亿,断供率爬升
上市银行房贷规模半年缩水超3000亿,断供率爬升Wind数据显示,上半年,42家上市银行个人住房贷款余额超34万亿元。其中,六大国有行上半年个人住房贷款余额均超过万亿,合计26万亿元,在42家上市银行中占比达到77%。42家上市银行住房按揭余额相比年初又减少了3
0评论2024-09-04302
2024年8月新房供应环比微增6%
2024年8月新房供应环比微增6%2024年8月新房供应规模小幅回升,30个重点城市新增供应797万平方米,环比微增6%,同比下降32%,绝对量仍为年内低位,较二季度月均下降24%,前8月累计同比降幅为31%。一线供应稳中有增。4个一线城市整体预计供应面积164万平方米,
0评论2024-09-04286
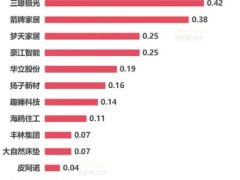
- 超六成上市家居企业净利下滑
0评论2024-09-04
电子式漏电断路器工作原理
1、电子式漏电断路器工作原理电子式漏电断路器主要由零序电流互感器、电子控制漏电脱扣器及带有过载和短路保护的断路器组成。当被保护电路中漏电或人身触电时,只要漏电电流达到设计选择动作电流值,零序电流互感器的二次绕组就输出一个信号,并通过漏电脱扣器使断路器动作,从而切断电源起到漏电和触电保护作用。2、断路器的选择与正确使用漏电断路器一般分为二极、三极、四极,分别应用于不同的线路中。只有正确选择与使
0评论2024-09-03195
漏电保护开关的原理
漏电保护开关的动作原理是:在一个铁芯上有两个组:一个输入电流绕组和一个输出电流绕组,当无漏电时,输入电流和输出电流相等,在铁芯上二磁通的矢量和为零,就不会在第三个绕组上感应出电势,否则第三绕组上就会感应电压形成,经放大去推动执行机构,使开关跳闸。在上述UPS前面加漏电保护开关,尽管UPS无漏电现象,但由于各次谐波在铁芯中形成的磁通矢量和由于铁芯的磁滞作用而不能为零,于是就出现了类似漏电的假象
0评论2024-09-03104
通电延时继电器原理/型号
通电延时的时间继电器:刚通电时延时触点是不动作的,等到了延时时间后,延时常闭触点断开,延时常开触点闭合。通电延时型和断电延时继电器共同点:由于两类时间继电器的瞬动触头因不具有延时作用,故通电时立即动作,断电时立即复位,恢复到原来的常开或常闭状态。通电延时继电器H3BA-8应用范围:时间 品牌:丹龙继电器 型号:H3BA-8 产品系列:延时继电器 触点形式:一开一闭 额定电压:DC12-110
0评论2024-09-03105
处理交流接触器的噪声很大故障的方法
运行中的交流接触器的噪声很大,可作以下处理: 1、电源电压不足,电磁铁的吸力不够而产生噪声,应设法提高操作回路的电压。 2、磁系统装配不当或受震动而歪斜或者机件卡住,是铁芯不能吸平,因而产生噪声。处理时应调整此系统,查明并消除机件不灵活的原因。 3、极面生锈或有异物(如油垢、粉尘、花毛等)侵入铁芯极面,此时应当清理铁芯极面。 4、由于触头弹簧压力过大而产生电磁
0评论2024-09-0393
断路器的分断能力和短时耐受电流
关于断路器的极限短路分断能力、运行短路分断能力和短时耐受电流 极限短路分断能力(Icu),是指在一定的试验参数(电压、短路电流、功率因数) 条件下,经一定的试验程序,能够接通、分断的短路电流,经此通断后,不再继续承载其额定电流的分断能力。它的试验程序为0—t(线上)C0 (“0”为分断,t 为间歇时间,一般为3min,“C0”表示接通后立即分断)。试检后要验证脱扣特性和工频耐压。
0评论2024-09-03118
断路器的检修工艺及质量标准
断路器的检修工艺及质量标准:1、检修周期四年大修一次一般随机组的大修进行一般检修无须对断路器解体。小修按设备的运行情况决定但每年至少要小修一次如运行中出现突发性故障应根据实际情况进行临检或抢修。2、大修检修项目断路器传动机构检修灭弧室及主触头检修二次回路检查与元件测试触刀、触刀座及开关座检修断路器机械特性测试断路器检修工艺3、抽屉开关的清扫(应清洁无灰)用摇把摇出抽屉开关用毛刷、净布
0评论2024-09-03138